


西门子840D龙门加工中心加工精度及光洁度超差问
时间:2025-08-01 09:55来源:山东海特数控机床
西门子840D龙门加工中心加工自动编程序时,出现机床抖动、加工精度及光洁度超差问题。处理步骤如下:
1、拆除X/Y/Z轴防护,检查各轴丝杆及轴承,导轨润滑情况。
2、用户千分尺检查各轴在光栅尺反馈、电机编码器反馈情况下的反向间隙。
在光栅尺反馈时,X/Y/Z轴反向间隙均为0,在电机编码器反馈时,X/Y/Z轴反向间隙均不超过0.01MM。
3、进行驱动优化:
在没有优化前,用R100MM、F3000的圆度检测,发现半径有0.032MM的误差,同时在0度和180度处有尖角(突起)。
修改X轴的MD32520,由30改为50,再用R100MM、F3000的圆度检测,发现半径有0.017MM的误差,同时在0度和180度处有尖角(突起)减小。
4、试加工用户自动编程的程序,在加工过程中机床抖动,加工光洁度差,结果如下图:
分别对X/Y/Z轴进行JERK优化:
*后结果:
X/Y/Z轴MD32400:0改为1
X/Y/Z轴MD32420:0改为1
X/Y/Z轴MD32430:1000改为30
X/Y/Z轴MD32431:10000改为10
X/Y/Z轴MD32432:10000改为10
X/Y/Z轴MD32300:0.5改为0.8
同时,在用户加工程序里将G64改为G642。
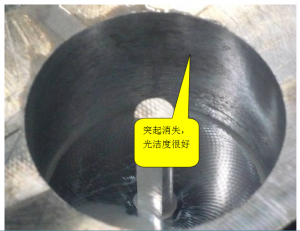
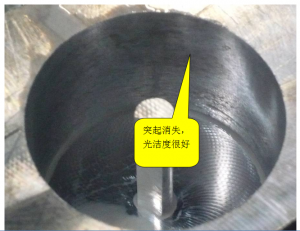
*后加工结果如下图示:
用户检测结果,圆度半径和光洁度均符合要求。
建议,针对所有用于模具加工的机床,一定要进行加加度(JERK)优化,出厂时增加用自动编程加工程序检测,目的在于检验机床优化情况。对于西门子840D/840DSL模具加工用户,一定要增加“COMPCAD”选项功能。

